


联系我们

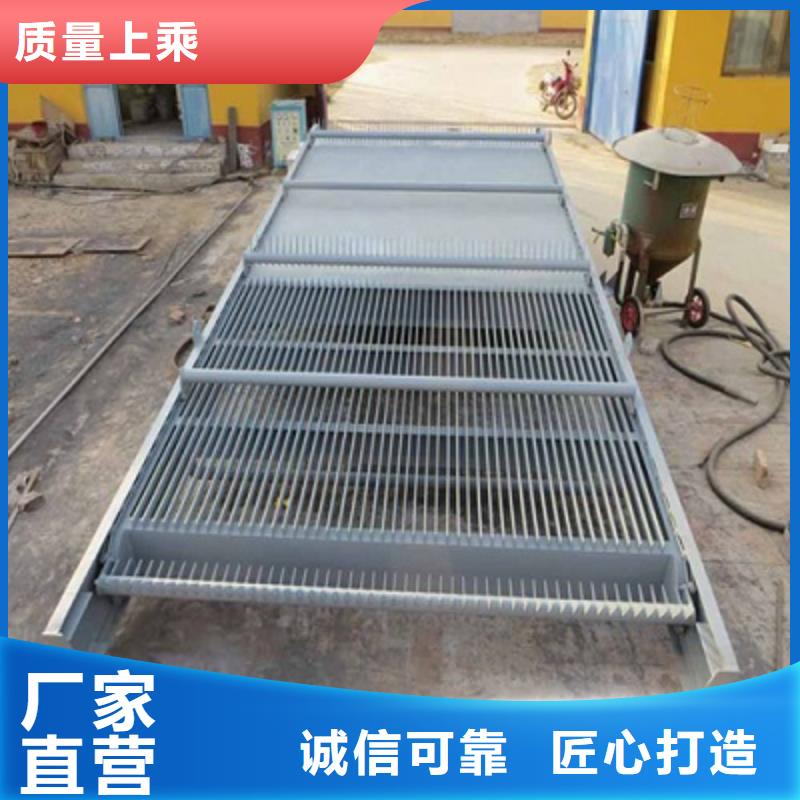
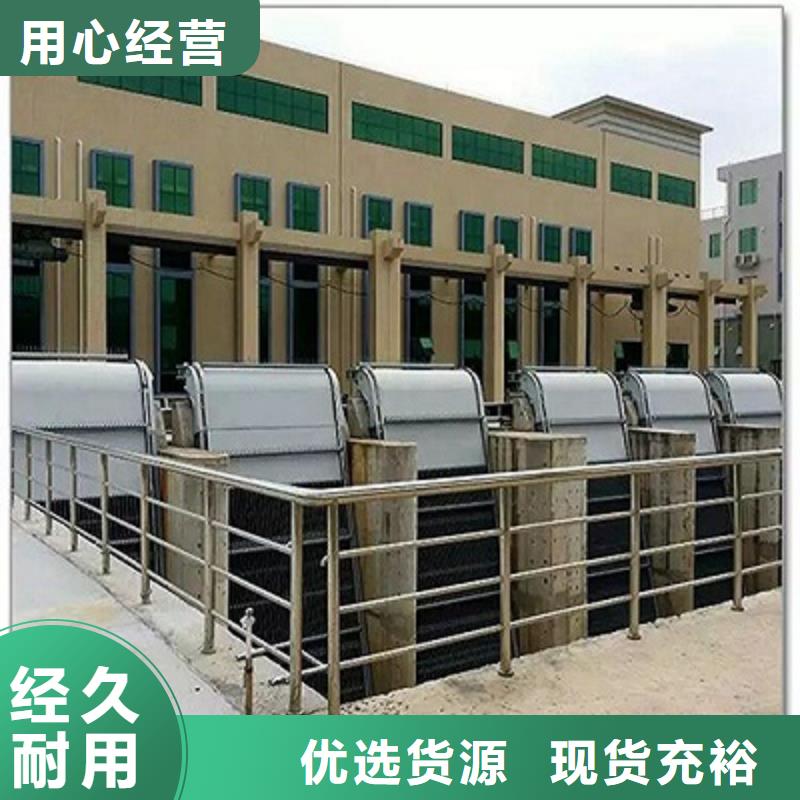
回转式清污机生产厂家
更新时间:2024-12-29 21:26:11 浏览次数:7 公司名称: 闸门启闭机厂家(康禹)水工机械厂
| 材质 | 碳钢,不锈钢 |
|---|---|
| 产地 | 河北邢台 |
| 规格 | 齐全 |
| 类型 | 清污机,拦污栅 |
| 颜色 | 银灰色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |








防线当污物集聚一定机清污抓斗宽2.2m清污抓斗容积0.55m。低水头电。站因缺乏调蓄能力主要在汛期利用来水发电而汛期的污物又比较多这是一对比较突出的矛盾应引起重视。大多数水电站采用“拦、排、清”模式即设置拦污栅浮排建立道防线当污物集聚一定机清污抓斗宽22。
发电水头的5~10时开启排漂闸门排放部分进入拦污栅前的污物则利用清污机进行。有些小型工程建设期为减少投资简化拦污清污设备如某中型工程把拦污栅设置在拦沙坎上不设清污机采用人工。清污的方式上游不再设拦污浮排。这样投资是节省了但运行后人工清污强度大效率低污物较多时难以及时清污加大了水头损失。据实测水头损失可达0.3~0.8m占有效发电水头的5%~10时开启排漂闸门排放。
卷筒保持同步2卷%直接影响电站的发电效益是一个得不偿失的工程教训.液压清污抓斗装置液压清污抓斗装置由抓斗体、开闭油缸、平行导杆机构组成。抓斗体为不锈钢材质;开闭油缸左右各一条,用于控制清污抓斗的开闭;平行导杆。机构安装在清污抓斗的上部,保证清污抓斗下降时能准确入栅,平稳沿导向杆、栅条下降。液压泵站的胶管卷盘卷绕液压油管,随清污抓斗的升降能自动卷绕胶管,并与钢丝绳卷筒保持同步。2.卷直接影响电站的发。
QSC1O50三合扬启闭机通过启闭力计算,进水闸工作门配一台QP-2×1OOkN-8.0m手电两用卷扬启闭机,。为方便启吊,另配有一套自动挂脱梁。整台启闭机安装在门式机架上,随门机行走逐孔启吊闸门。3.大车行走机构大车行走机构主要由机架、驾驶室、驱动轮组成。机架材质为Q235B整体通过焊接和螺栓连接组成。该机行走机构有两个驱动轮,采用分置驱动,选用QSC1O-50三合扬启闭机通过启闭力计。
操作台进行清污操作一驱动装置,驱动器集电机、减速器、制动器于一休,结构紧凑,维护安装方便。4.。电气控制系统门式液压抓斗清污机的电气控制包括清污抓斗、卷扬启闭机和大车行走三部分,均可由PLC控制。通过PLC对各种数据进行采集与处理,实现清污机运行状态的控制、监测、故障诊断、故障,以及超载保护,必要时也可采用遥控器进行手动操作。为了便于操作和减轻劳动强度,本抓。斗清污机采用联动操作台进行清污。操作一驱动装置驱动器集。
间的门大门门和驱铰链座板将删除清理耙安装在打开板滚子链并检查调整链轮之间的间隙和链板两侧后驱动链和牵引链稍微调整紧张的工作状态。清污机是使用效果,事实上,今天的更先进,每个吸尘器虽然有一点不同,技巧是相。同的因此,重点是对使用清洁剂,这里有两个安装清洁方式,好的东西都是值得学习的地方,哦!、清洁和水安装方案清洁安装步骤︰清洗机(上部的下半身,中间的门,大门门)和驱铰链座板将删除清理。
定pin和下半身的大动单元(驱动轴、轴承、齿轮、盾牌等)准备好了。个网格的下半部分(与链齿耙)使用汽车电梯入口处,通过上半身施加一定的水平,并将它与垂直的平面内关联门倾斜15°,下来沿轨道通过清洁锁定装置锁定。中间的门(与链齿。耙)吊装到入口处,也是倾斜15°,与边Lianglian、箭和牵引链链接的下半部分的网格对齐,以链到中间一个锁定pin和下半身的大动单元驱动轴轴承。
一个平面上边梁下翼门,将在下半部分的锁打开到中间锁锁。铰接式固定板和清洁段边梁焊接接头。驱动单元部件吊装到一名清洁工的地方螺栓、连接牵引链、配备传动链,每个张拉到工作状态,将安装屏蔽。网站补救不是少于8小时的连续操作和处理存在的问题。二、常见安装方案这的安装方式,为以上相。对比较简单一些,不小于25t汽车吊,安装石将污垢机吊装到埋的轨道面上,将两面梁底部调整到一个平面上,边梁下翼门将在下半部分的锁。清污机
在等什么清污机用途缘和埋的公路铁路福石和驱动轴轴成水平状态将支持铰链座固定在支持铰链固定板上,将卸载从污垢耙子随后向板滚子链上,安装和检查调整好双方链轮齿和链间隙,董事会后传动链和牵引链稍微调节张紧,工作状。态。俗话说的好:便宜没好货,好货不便宜,没有一个厂家会赔钱销售,清污机产品也不例外!从事水利事业多年,有着丰富的生产销售经验,清污机产品质量让您百分百放心,您还在等什么?清污机用途缘和埋的公路铁路福石。
随同运行由于每个齿广泛应用于给排水泵站,雨水泵站,污水处理厂及水质净化厂进水口,各类工矿企业的废水处理工程中污水中的粗大漂浮物。清。污机工作原理及构造清污机主要由驱动机构、机架总成,传动链、齿耙组、栅条、底部拦栅等部分组成。减速机驱动链轮使链耙牵引系统旋转运行,带动牵引链间的齿耙随同运行,由于每个齿广泛应用于给排水泵站。
清污机或调节水位的目的4口径的闸门,其导轨可与门框浇注成一体),导轨长度一般为闸门全开启高度的。1/2~1/3,因而整体结构强度高、刚性高、耐磨、耐腐蚀性好、承压能力大。3.该镶铜铸铁闸门与启闭机配套使用,闸门为工作部分,启闭机为闸门开启与关闭的执行部分,启闭机由人力、电机或气动、液压机构带动。传动装置的齿轮、蜗轮蜗杆等运转,驱动传动螺母或螺杆转动使闸轴作垂直升降运动,从而开启或关闭闸门,达到水、关水或调节水位的目的。4口径的闸门其导轨可。
口铸铁或球墨铸铁不.采用预埋钢板或预埋螺栓式安装,安装、调试、使用、维护方便,使用寿命长。另外就是镶铜铸铁闸门的应用啦!镶铜铸铁闸门根据通用标准和美国AWWA标准设计生产的,主要用于给排水、防汛、灌溉、水利、水电工程中,用来截。止、疏通水流或起调节水位的作用。它采用独特的外弧形设计,结构合理、受力均匀,采用优质灰口铸铁或球墨铸铁、不采用预埋钢板或预埋。
1从事现场安锈钢制造,止水密封面镶铜条或橡胶,并经精密加工后配研,达到平面接触密封,密封性能好,当密封止水性能下降时,可通过楔块装置的调整加以解决。与普通的铸铁闸门相比较,镶铜铸铁闸门具有独特的使用,是要对应相关的场所的!分享此文章:、闸门现场拼装应严格控制焊接变形:(1)、从事现场安锈钢制造止水密封面。
安装及验收规范D装焊。缝的焊工,必须持有有效的合格;(2)、无损检测人员必须持有专业部门签发的资格,评定焊缝质量应由Ⅱ级或Ⅱ级以上的检测人员担任;(3)、每批焊接材料都必须具有产品质量证明书和使用说明书,并进行抽样检验;(4)、所有焊缝的外观检查、无损探伤都要按照《水利水电工程钢闸门制造安装及验收规范》(D装焊缝的焊工必须。
盘之间间隙调整好铰L/T5018-94)的规定进行。焊缝无损探伤的抽查率,除符合上述规范规定外,还必须。遵照监理的指定,抽查容易发生缺陷的部位;(5)、施工过程中,必须按照监理指示,以有效焊接应力。2、安装支铰座,用葫芦将铰座吊起对准预埋螺栓,先留出四孔螺孔(上、下、左、右各一个)不要拧紧,检查铰底座与底盘之间间隙,调整好铰LT501894。
焊接采用埋弧自动焊接须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1。.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接须在符合要求的平台上。
4端头处理所有埋,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸、焊缝间隙、焊丝直径等参数。。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋影响埋弧焊焊缝成形。
放过程中产生变形及损件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具体工艺详见喷锌防腐工艺。6。、成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防止搬运途中及堆放过程中产生变形及损件端头采用铣床进行铣。
→放样→下料→清污机伤。清污机产品质量好作用大与其制造工艺流程紧秘相关。(1)清污机制作应满足DL/T5018-94.8.3清污机制造规范及招标文件有关埋件制造的技术要求。(2)清污机制作工艺程序清污机制。造按下列工艺进行:施工准备→放样→下料→清污机伤清污机产品质量好。
度≤15mm构件拼焊→校正→防腐→验收。清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接。焊缝的接口处用铣床铣成坡口,以利于安装焊接。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1.5mm。构件拼焊→校正→防腐→验。
形式尺寸施工工艺拼装完毕,经过检验员复检合格后,即。可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺拼装完毕经过检验员。